एक मिलिंग कटर के लिए स्वयं निर्मित एडाप्टर
मैन्युअल मिलिंग कटर के लिए विभिन्न उपकरणों का उपयोग महत्वपूर्ण रूप से इस इकाई की क्षमताओं का विस्तार करता है, साथ ही साथ काम करते समय आराम और सुरक्षा को बढ़ाता है। बिक्री पर राउटर के साथ एक जोड़ी में उपयोग के लिए तैयार उपकरणों के तैयार मॉडल हैं, लेकिन, एक नियम के रूप में, वे महंगी हैं। इसलिए, कई स्वामी इस इकाई के लिए अपने हाथों से जुड़नार करना पसंद करते हैं।
सामग्री
हाथ मिल के लिए टेबल
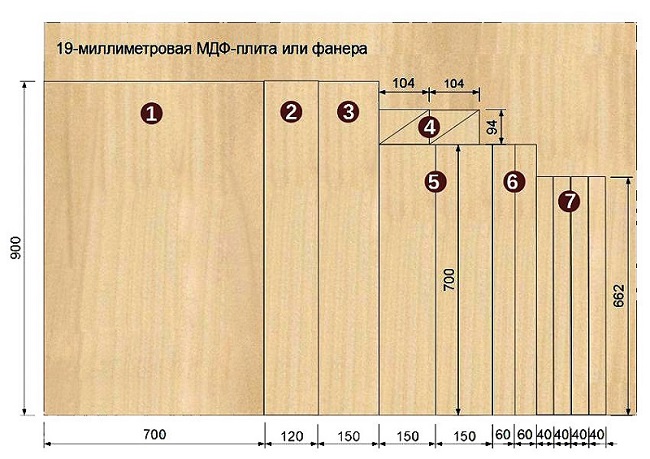
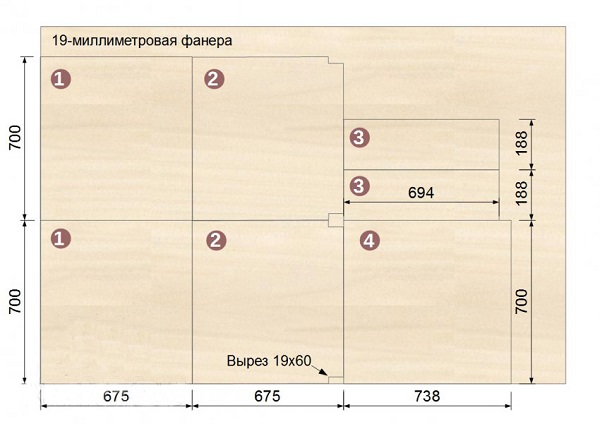
यदि आप टेबल के नीचे एक विशेष तरीके से मैन्युअल मिलिंग मशीन को ठीक करते हैं, तो आपको एक सार्वभौमिक बढ़ई मशीन मिलती है जो आपको लकड़ी के लंबे और छोटे टुकड़ों की सटीक और तेज़ प्रसंस्करण का उत्पादन करने की अनुमति देती है। राउटर के लिए टेबल बनाने के लिए, पहले आपको पूरी संरचना की असेंबली के लिए आवश्यक भागों को तैयार करने की आवश्यकता है। नीचे दिया गया आंकड़ा एक काटने वाला चार्ट दिखाता है जिस पर भावी मिलिंग टेबल के सभी विवरण स्थित हैं। वे एक परिपत्र या कटौती कर रहे हैं प्रारूप-काटने की मशीन।
![]()
डिवाइस बनाया जा सकता है प्लाईवुड, चिपबोर्ड या एमडीएफ। घोंसले का नक्शा 1 9 मिमी की भौतिक मोटाई दिखाता है, लेकिन यह एक पूर्व शर्त नहीं है। तालिका को 16 या 18 मिमी मोटी प्लेटों से भी इकट्ठा किया जा सकता है। बेशक, टैबलेट के निर्माण के लिए टुकड़े टुकड़े या प्लास्टिक-लेपित शीट सामग्री का उपयोग करना बेहतर होता है, जो वर्कपीस को सतह पर आसानी से स्लाइड करने की अनुमति देगा।
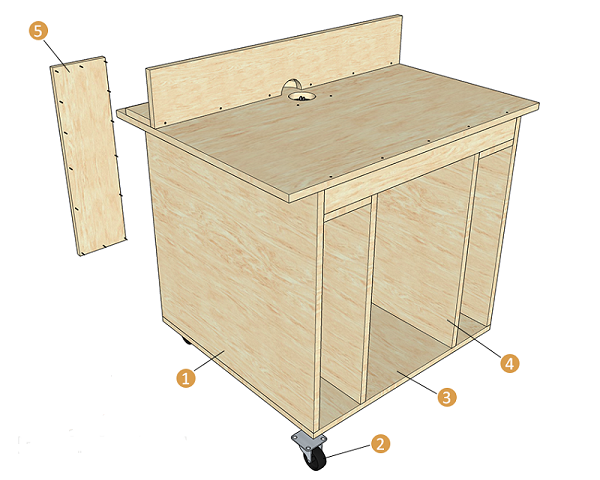
यह भी ध्यान रखें कि यह घर का बना टेबल तैयार किया गया है बकरियों पर स्थापना के लिए। यदि आपको टेबलटॉप विकल्प की आवश्यकता है, तो tsargs (5) 150 मिमी से अधिक व्यापक बनाया जाना चाहिए। उनकी चौड़ाई उपकरण की ऊंचाई से थोड़ी बड़ी होनी चाहिए ताकि इसे टेबल टॉप के नीचे रखा जा सके।
यदि तालिका के ब्योरे को प्लाईवुड या एमडीएफ से काटा जाएगा, तो उनके सिरों को पॉलिश किया जाना चाहिए। टुकड़े टुकड़े वाले चिपबोर्ड से बने हिस्सों के सिरों को साधारण लोहे का उपयोग करके मेलामाइन एज के साथ कवर करने की आवश्यकता होगी।
वर्कटॉप बनाना
तालिका में राउटर की स्थापना बढ़ते पट्टी के उपयोग के साथ और इसके बिना दोनों किया जा सकता है। वर्कटॉप तैयारी प्रत्यक्ष लगाव के लिए उसके लिए इकाई इस प्रकार है।
- चूंकि मुख्य प्लेट की लंबाई 900 मिमी है, इसलिए इसका केंद्र किनारे से 450 मिमी होगा। इस जगह में एक बिंदु डालें और एक रेखा खींचने के लिए वर्ग का उपयोग करें।
- डिवाइस के एकमात्र से प्लास्टिक ओवरले निकालें।
- अस्तर पर कट के बीच का पता लगाएं और वर्ग का उपयोग कर एकमात्र के केंद्र के माध्यम से एक रेखा खींचें।
- मुख्य प्लेट की केंद्र रेखा पर पैड को स्थिति दें ताकि एकमात्र केंद्र इसके साथ मेल खाता हो और कार्यस्थल में भविष्य में छेद के केंद्र को एक पेंसिल के साथ चिह्नित कर सके।

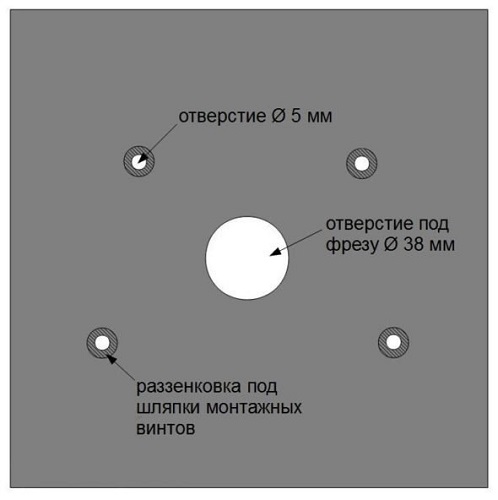
- इसके बाद, आपको बढ़ते शिकंजा के लिए मार्कअप बनाना चाहिए।

- ड्रिल छेद जिसके माध्यम से इकाई तालिका से जुड़ी होगी। उन्हें rezenkuyte करना सुनिश्चित करें, ताकि शिकंजा के टोपी थोड़ा table table में recessed थे।
- एक 38 मिमी व्यास के साथ एक केंद्रीय छेद ड्रिल करें।
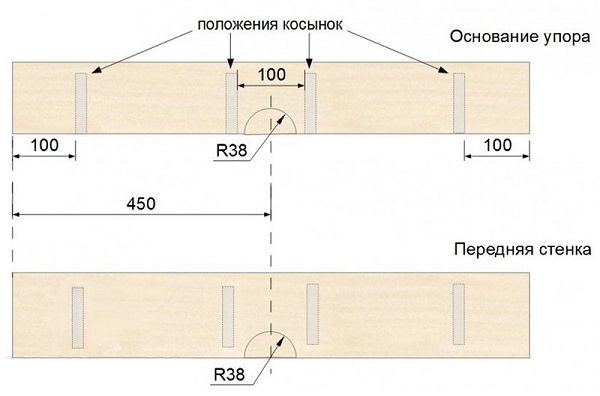
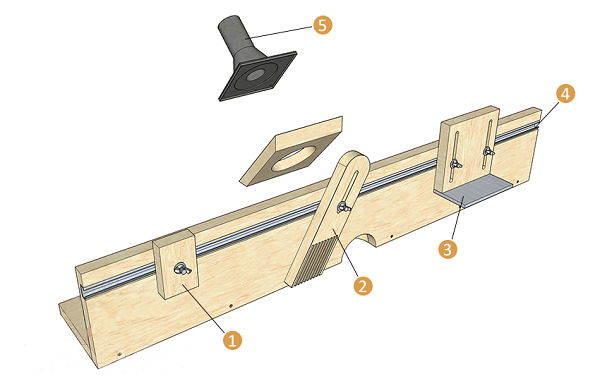
- अगला कदम है समानांतर जोर दें। एक इलेक्ट्रिक जिग्स या राउटर का उपयोग करके, समर्थन की सामने की दीवार पर, साथ ही साथ इसके आधार पर अर्धचालक कटौती करें।
- बंद करने के लिए kerchiefs पेंच।नीचे एक चित्र है जो गसेट्स रखने के लिए सभी इंडेंट दिखाता है।
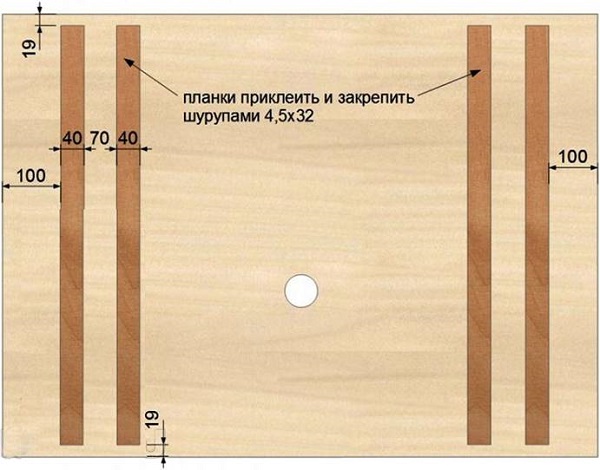
- Tabletop के नीचे कनेक्टिंग स्ट्रिप्स पेंच।
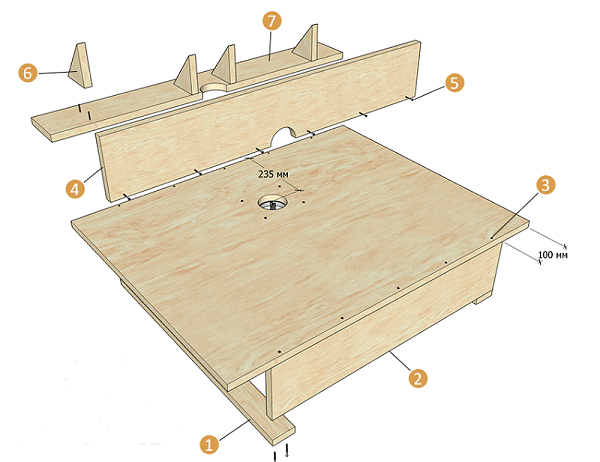
- नीचे दिए गए आरेख का उपयोग करके मिलिंग मशीन को इकट्ठा करें।

बढ़ते प्लेट का उपयोग कर इकाई को बढ़ाना
मुख्य प्लेट पर डिवाइस को स्थापित करते समय, इसकी मोटाई कटर की पहुंच को कम कर देती है। इसलिए, मोटी टैबलेट पर इकाई स्थापित करने के लिए, टिकाऊ सामग्री (स्टील, एल्यूमीनियम, पॉली कार्बोनेट, गेटिनैक्स या शीसे रेशा) से बने पतली माउंटिंग प्लेटों का उपयोग करना प्रथागत है। प्लेट निम्नानुसार बनाई गई है।
- एक चादर से, उदाहरण के लिए, पीसीबी, एक वर्ग बिलेट 300 x 300 मिमी काट लें।
- प्लेट के शीर्ष से, राउटर के नीचे से प्लास्टिक कवर को हटा दें।
- एक ड्रिल बिट चुनें जो बढ़ते शिकंजा के व्यास से मेल खाता है और प्लास्टिक के कवर का उपयोग टेम्पलेट के रूप में प्लेट में छेद ड्रिल करता है।
- प्लेट को काउंटरटॉप पर रखें और इसे एक पेंसिल से सर्कल करें। इसके बाद, परिणामी समोच्च के अंदर, निम्न आकृति में दिखाए गए अनुसार कट कोनों के साथ एक वर्ग बनाएं।
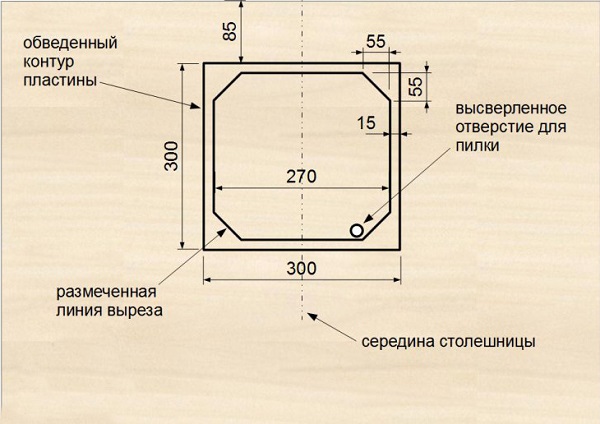
- बेवल वाले कोनों के साथ यह आंकड़ा एक जिग्स के साथ काटा जाना चाहिए, जिसने पहले देखा था कि इसमें प्रवेश करने के लिए एक छेद ड्रिल किया गया था।
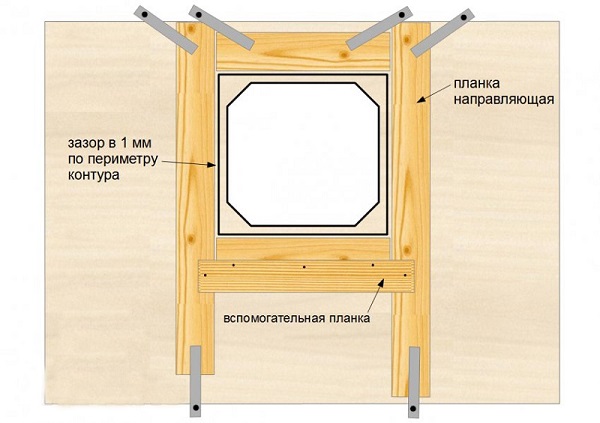
- बाहरी समोच्च के आस-पास के आंतरिक हिस्से को काटने के बाद, क्लैंप का उपयोग करके स्ट्रिप्स को तेज करें। वे सेवा करेंगे मोल्ड कटर टेम्पलेट। स्लैट की मोटाई पर्याप्त होनी चाहिए ताकि मशीनिंग गहराई को सेट करते समय मिलिंग कटर का जोर असर गाइड के किनारे के क्षेत्र में हो।
- ग्रूव मिलिंग के लिए, मशीन के कोलेट में ऊपरी असर वाले रोलिंग कटर को तेज करें।

- प्रसंस्करण की गहराई सेट करें। यह इकाई को घुमाने के लिए इच्छित प्लेट की मोटाई के बराबर होना चाहिए।
- कई पास में एक सेट पैटर्न में tabletop के इस खंड को मिलें।
- प्लेट को नाली में रखें। यह मुख्य प्लेट की सतह के साथ फ्लश होना चाहिए। यदि प्लेट थोड़ा सा फैलती है, तो माइक्रोमीटर पेंच का उपयोग करके थोड़ा और गोताखोर गहराई जोड़ें और कटर फिर से पास करें।
- प्लेट को ठीक करने के लिए नमूना कोणों में छेद को ड्रिल करें और ड्रिल करें।
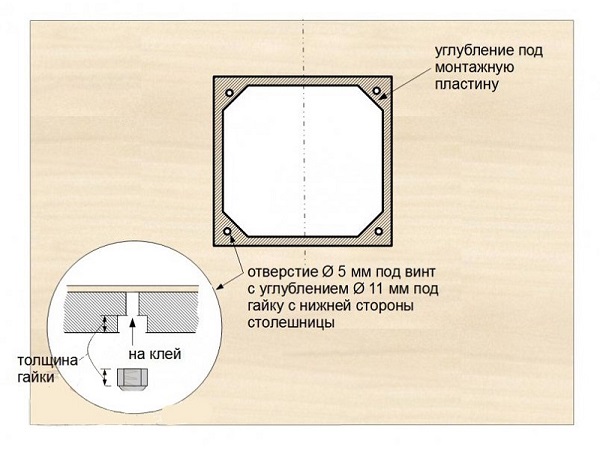
- बढ़ती हुई प्लेट में बढ़ते प्लेट को रखें और इसे पकड़कर टेबलटॉप चालू करें। उसके बाद, फास्टनरों के लिए प्लेट में छेद ड्रिल करें। बोल्ट की टोपी छिपाने के लिए, अस्तर के सामने की तरफ छेद के माध्यम से प्रिये।
- इसके अलावा, प्लेटटॉप को सुरक्षित करने के लिए डिज़ाइन किए गए टेबलटॉप के पीछे की ओर सभी छेद को 11 मिमी व्यास वाले ड्रिल के साथ स्वयं लॉकिंग नट फिट करने के लिए विस्तारित किया जाना चाहिए। पागलपन को गोंद गोंद पर छेद में डालना होगा (संरेखण के लिए, आप बोल्ट को कस सकते हैं)।
सुधार बंद करो
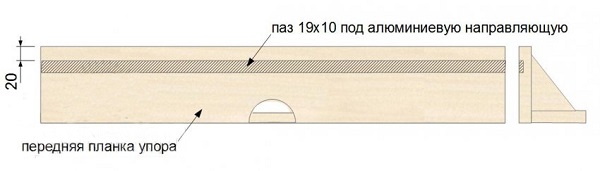
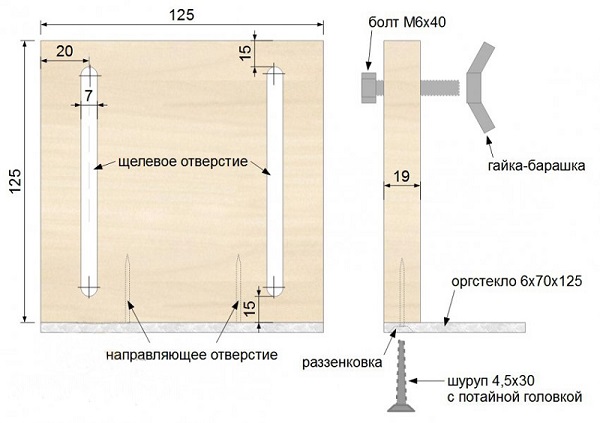
समानांतर स्टॉप को मिलिंग टेबल की सेटिंग को अधिक सुविधाजनक और त्वरित बनाने के लिए संशोधित किया जा सकता है: इसके लिए आपको टेबलटॉप में सी-आकार वाले मार्गदर्शकों को काटने की आवश्यकता है। प्रोफाइल एल्यूमीनियम हो सकता है। सम्मिलन के लिए, एक सीधे नाली कटर का उपयोग किया जाता है। प्रोफाइल तैयार नाली में फिट बैठता है और शिकंजा के साथ लगाया जाता है।

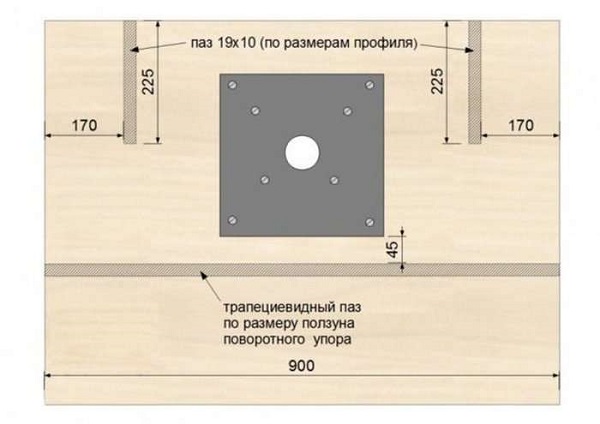
इसके बाद, आपको इस आकार के हेक्स बोल्ट को चुनना चाहिए ताकि वह सी-आकार की प्रोफाइल में प्रवेश कर सके और इसमें न आएं। बोल्ट व्यास के अनुरूप समानांतर स्टॉप के आधार में 2 छेद ड्रिल करें।

आपको सी-आकार की प्रोफ़ाइल को विभिन्न क्लैंप और सुरक्षात्मक कवरों को सुरक्षित करने के लिए समर्थन की अगली प्लेट में भी एम्बेड करना चाहिए।
विंग नट्स की सहायता से समर्थन शीर्ष पर तालिका के शीर्ष पर रखा जाता है।
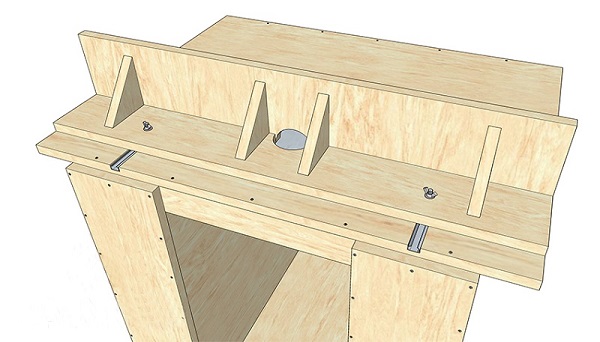
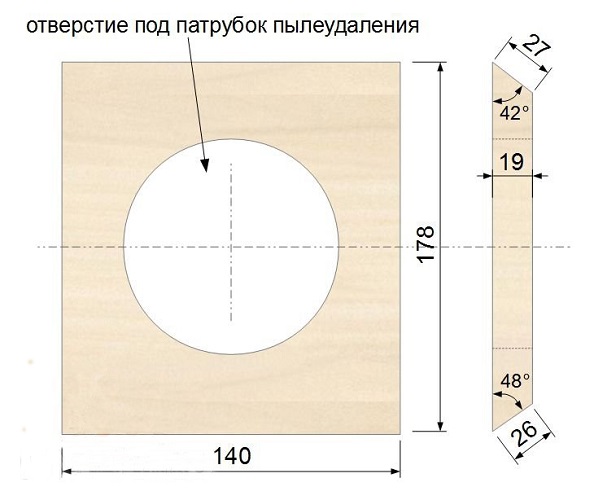
समर्थन के पीछे की तरफ किया जा सकता है वैक्यूम क्लीनर को जोड़ने के लिए कैमरा। ऐसा करने के लिए, प्लाइवुड से बाहर एक वर्ग को काटने के लिए पर्याप्त है, वैक्यूम क्लीनर नोजल के लिए इसमें एक छेद ड्रिल करें और परिणामी कवर कोर्किफ को तेज करें।
इसके अलावा आप स्टॉप में जोड़ सकते हैं सुरक्षा ढालएमडीएफ या टुकड़े टुकड़े वाले चिपबोर्ड और प्लेक्सीग्लस के एक छोटे आयत से बना है। ग्रूव नमूने के लिए, आप स्लॉट कटर के साथ एक जिग्स या मिलिंग कटर का उपयोग कर सकते हैं।
छोटे हिस्सों को संभालने में सक्षम होने के लिए, प्लाईवुड या एमडीएफ की क्लैंप और क्लैंप बनाना आवश्यक है।
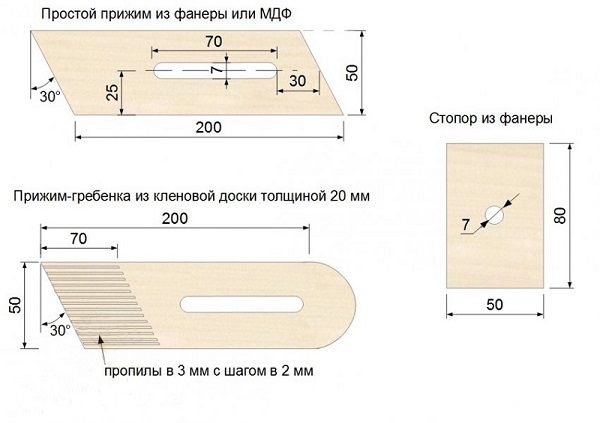
क्लैंप-कंघी यह एक गोलाकार देखा जाता है जिसमें 2 मिमी के आंखों के बीच एक कदम होता है।
![]()
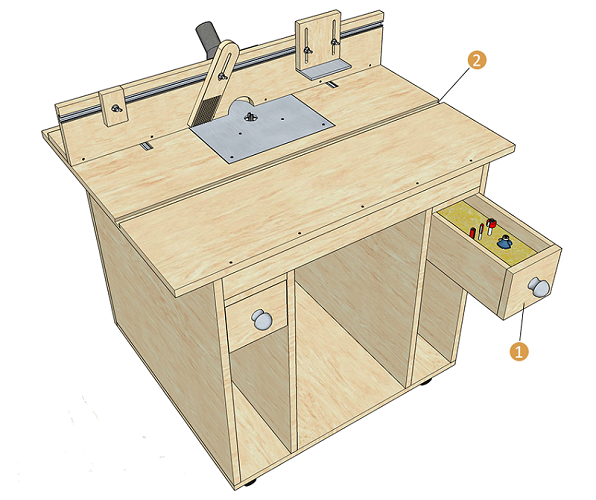
अगर वांछित है, तो आप एक मिलिंग टेबल बना सकते हैं टूल बॉक्स के साथ.
![]()
आधार तालिका बनाना
यदि इसे मैन्युअल मिल से स्थिर मशीन बनाना आवश्यक है, तो कोई ठोस आधार बनाने के बिना नहीं कर सकता है। नीचे कटौती का नक्शा उस पर ब्योरे के साथ है जिसे टेबल बेस को इकट्ठा करने की आवश्यकता होगी। यदि विभिन्न मोटाई की शीट सामग्री का उपयोग किया जाता है तो भागों के आयामों को सही करने की आवश्यकता होगी।
![]()
हाथ मिल के लिए तालिका के सभी विवरण पुष्टि की मदद से एकत्र किए जाते हैं। तालिका को नीचे की ओर ले जाने की सुविधा के लिए, आप रोलर्स संलग्न कर सकते हैं।यदि आप इस तालिका को थोड़ा बढ़ाते हैं और अपने मुक्त हिस्से में एक परिपत्र देखा है, तो आप पाएंगे मिलिंग कटर और परिपत्रों के लिए सार्वभौमिक तालिका।

मशीन ने कम जगहों पर कब्जा कर लिया है, इसे टेबल पार्टियों के सिद्धांत द्वारा बनाया जा सकता है, जिसमें दोनों पक्षों से होने वाली टेबल-टॉप हैं।

राउटर के लिए घर का बना सामान
बिक्री पर इस इकाई की कार्यक्षमता का विस्तार करने के लिए काफी महंगा उपकरण हैं। लेकिन पैसे बचाने के लिए, कटर मिलिंग के मालिक अपने हाथों से विभिन्न अनुकूलन करने की कोशिश करते हैं, जो कारखाने के मुकाबले ज्यादा खराब नहीं होता है।
निविदा कटर
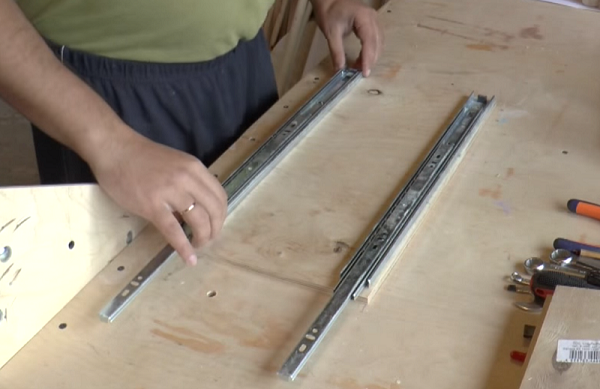
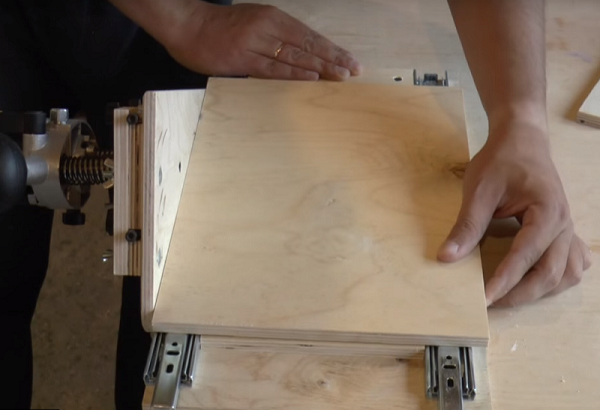
एक मिलिंग कटर के लिए एक साधारण शिपोरोजका प्लाइवुड के दो टुकड़ों और दूरबीन फर्नीचर गाइड की एक जोड़ी से बना है। उपकरण के लिए एक छेद के साथ मंच पर मिलिंग कटर स्थापित किया गया है। प्लेटफॉर्म को कोण पर वर्कबेंच से जोड़ा गया है (ऊंचाई में उपकरण की अधिक सुविधाजनक स्थिति के लिए), जैसा कि नीचे दी गई तस्वीर में दिखाया गया है।


तो, निम्नलिखित क्रम में दस टन स्थिरता बनाई गई है।
- प्लाईवुड से एक ही आकार के 2 पैड काट लें। आकार कोई भी हो सकता है।
- पहले प्लेटफार्म के किनारों के साथ एक दूसरे के समानांतर दो दूरबीन रेल रखें और उन्हें पेंच करेंशिकंजा।
- गाइड की अधिक सटीक स्थिति के लिए, आप उनके साथ एक ही लंबाई के दो सलाखों को तेज कर सकते हैं।
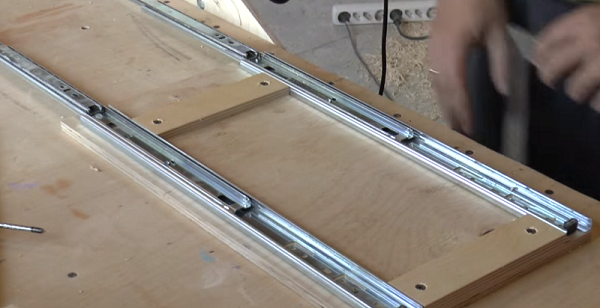
- पारस्परिक पट्टियों को आगे बढ़ाने और पहले चरण के साथ फ्लश करने के लिए एक दूसरा मंच रखना आवश्यक है। बार के माध्यम से दूसरे प्लेटफ़ॉर्म बिंदु पर एक पेंसिल डालें, और फिर उनके माध्यम से एक रेखा खींचें।
- अपने विपरीत पक्ष पर स्थित प्लास्टिक "एंटीना" पर क्लिक करके गाइड से स्ट्रिप्स को हटा दें।
- अंकन बोर्ड पर पट्टियां डालें ताकि लाइन फास्टनर छेद के केंद्र से गुजरती है, और उन्हें शिकंजा के साथ रखती है।

- सावधानी से 2 गाइड को संरेखित करें और उन्हें धक्का दें (आपको एक क्लिक सुनना चाहिए)। यदि आप एक वार्प के साथ एक हिस्सा डालते हैं, तो आप दूरबीन तोड़ देंगे, और गेंदें उनमें से गिर जाएगी।
- इकाई के साथ लंबवत स्टॉप के बीच और जंगम तालिका आवश्यक है एक निश्चित दूरी खड़े हो जाओ। ऐसा इसलिए किया जाता है कि कटर को कम करने पर यह तालिका क्षेत्र को छूता नहीं है। चूंकि इस मामले में कटर की अधिकतम पहुंच लगभग 25 मिमी होगी, इसलिए तालिका और स्टॉप के बीच अस्थायी रूप से समान चौड़ाई का एक बार रखना संभव है, यानी 25 मिमी। फलक लंबवत स्टॉप के समानांतर संरचना को रखने की अनुमति देगा
 .
. - अगले चरण में, फिक्स पकड़े हुए, दहेज के लिए 2 छेद ड्रिल करें। वे आपको वर्कबेंच पर शिपोरज़का को तुरंत स्थानांतरित करने की अनुमति देंगे। जब छेद तैयार होते हैं, तो उनमें दहेज की एक जोड़ी डालें। अब आप स्टॉप और स्थिरता के बीच बार को हटा सकते हैं।

- अब, जब चलने योग्य तालिका तय की जाती है, तो निम्न ऊपरी प्लेटफ़ॉर्म पर एक ऊर्ध्वाधर स्टॉप स्थापित किया जाना चाहिए, जैसा कि निम्न चित्र में दिखाया गया है। कठोरता के लिए, समर्थन दो kerchiefs द्वारा समर्थित है।

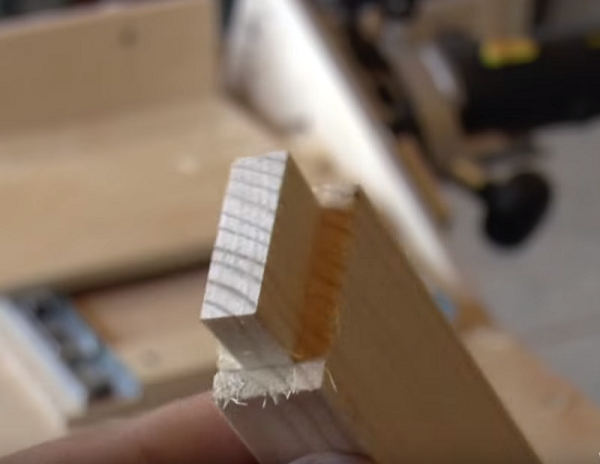
- जब टेनोनिंग के सभी तत्व तय किए जाएंगे, तो आप परीक्षणों पर आगे बढ़ सकते हैं। कार्यक्षेत्र को फ़िक्स्चर टेबल पर रखें और इसे स्टॉप के विरुद्ध दबाएं। आवश्यक कटर ऊंचाई सेट करें, इकाई चालू करें और कार्यक्षेत्र प्रोफाइल करें।

- पहले पास के बाद, वर्कपीस 180 डिग्री बारी करें और प्रोसेसिंग दोहराएं।

- वर्कपीस 90 डिग्री घुमाएं, इसे किनारे पर रखें, और ऑपरेशन दोहराएं।

- भाग 180 डिग्री घुमाएं और स्पाइक को अंतिम रूप दें।

नतीजतन, आप एक चिकनी और उच्च गुणवत्ता वाले स्पाइक प्राप्त करते हैं।
Tenoning बिंदु के सापेक्ष कटर की ऊंचाई को बदलकर, विभिन्न मोटाई की स्पाइक्स का उत्पादन संभव है।
कॉपी आस्तीन
अगर आपके राउटर के लिए किट में कोई कॉपी आस्तीन नहीं था, तो इसे सुधारित साधनों से केवल 30 मिनट में बनाया जा सकता है। घर के बने होने के लिए धातु या ड्यूरल वॉशर की आवश्यकता होती है, जिसे शीट धातु से बनाया जा सकता है, और एक पानी थ्रेडेड एक्सटेंशन।

कॉपी आस्तीन निम्नलिखित विधि द्वारा निर्मित है।
- विस्तारक की नक्काशी के नीचे उपयुक्त अखरोट उठाएं और बल्गेरियाई के माध्यम से इसे काट लें ताकि पतली अंगूठी निकल जाए। इसके बाद पीसने वाली मशीन पर इसे संरेखित करें।

- 2 मिमी की मोटाई के साथ शीट धातु या एल्यूमीनियम की आस्तीन के लिए एक गोल मंच बनाना आवश्यक है। इकाई के मॉडल के आधार पर, इसके एकमात्र छेद में हो सकता है अलग आकार। इस मामले में, जमीन को पीसने वाली मशीन पर जमीन के किनारों पर कटौती होनी चाहिए।

- दोनों तरफ पक के साथ, इसे इकाई के नीचे रखें।

- वाशर को हटाए बिना इकाई को रखें, ऊपरी रूप से और उपकरण के नीचे छेद के माध्यम से फास्टनरों के लिए एक पेंसिल स्थानों के साथ चिह्नित करें।

- एक पेंसिल के साथ चिह्नित स्थान, आपको ड्रिल की सटीक स्थिति के लिए nakvernit की आवश्यकता है।


- सबसे पहले, एक पतली ड्रिल के साथ छेद ड्रिल करें, और फिर एक ड्रिल के साथ जो बढ़ते बोल्ट के व्यास से मेल खाता है।


- वॉशर को थ्रेडेड एक्सटेंशन पर रखें और अंगूठी के अखरोट को कस लें।एक उपाध्यक्ष में भाग को क्लैंप करें और एक ग्राइंडर का उपयोग करके अखरोट के साथ अतिरिक्त थ्रेड फ्लश काट लें।
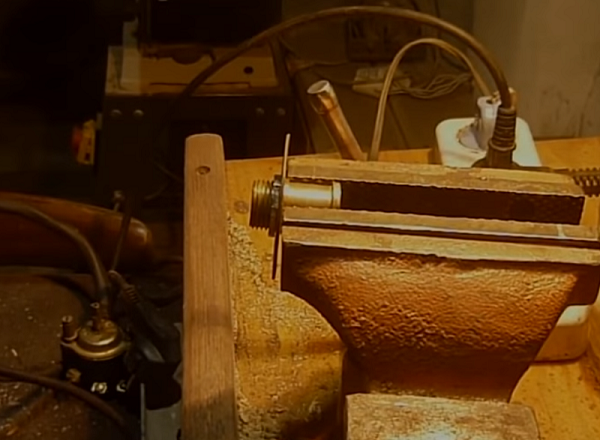
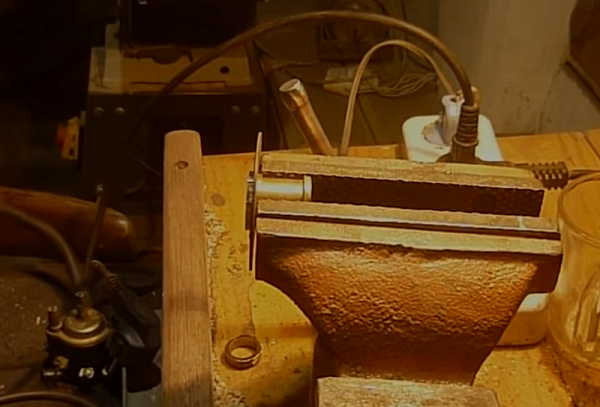
- दूसरी तरफ वाइस में भाग को क्लैंप करें और इसे थोड़ा सा छोटा करें।

- पीसने वाले व्हील पर भाग को संरेखित करें, इसे मशीन के नीचे डालें और शिकंजा के साथ इसे तेज करें। अंगूठी अखरोट इकाई के नीचे से नीचे होना चाहिए।



राउटर के साथ काम करने के लिए गाइड
यदि आप वर्कपीस में बहुत लंबा नाली चुनना चाहते हैं, तो आपको राउटर के लिए एक डिवाइस की आवश्यकता है, जिसे टायर कहा जाता है। धातु के टायर को विशिष्ट दुकानों में खरीदा जा सकता है। लेकिन प्लास्टिक, प्लाईवुड या एमडीएफ से अपने हाथों से बनाना आसान है।
सामग्री की मोटाई लगभग 10 मिमी होनी चाहिए, ताकि भागों को शिकंजा से खींचा जा सके।
इकाई के लिए गाइड बहुत आसान है।
- तीन परिपत्र स्ट्रिप्स में कटौती। एक चौड़ा, लगभग 200 मिमी, और 2 संकीर्ण - 140 और 40 मिमी प्रत्येक।
- इसके अलावा, एक ही सामग्री का एक छोटा सा हिस्सा, लगभग 300 मिमी लंबा और 20 मिमी चौड़ा बनाओ।
- एक विस्तृत पट्टी पर एक 140 मिमी चौड़ा हिस्सा रखें, इसे किनारों से संरेखित करें और शिकंजा के साथ दोनों भागों को मोड़ें।
- बोल्ड भाग के विपरीत, चौड़ी पट्टी के ऊपर, एक संकीर्ण पट्टी 40 मिमी चौड़ा।सटीक स्थिति के लिए, ऊपरी हिस्सों के बीच 20 मिमी चौड़ी पट्टी डालें और संकीर्ण पट्टी को निचले हिस्से में शिकंजा के साथ पेंच करें। इस प्रकार, आपको 20 मिमी की नाली चौड़ाई के साथ एक लंबा टायर मिलता है।
- 20 मिमी चौड़ी बार लें और मशीन के नीचे स्क्रू करें, जैसा कि निम्न तस्वीर में दिखाया गया है। नाली का चयन करने के लिए चुना जाता है सीधे या आकार का नाली कटर और कोलेट उपकरण में सुरक्षित।

जब सभी फिक्स्चर तैयार किए जाते हैं, तो इन चरणों का पालन करें। कार्यक्षेत्र पर वर्कपीस रखें, जिसे इसकी पूरी लंबाई के साथ संसाधित करने की आवश्यकता है, उस पर टायर रखें, इसे क्लैंप से सुरक्षित रखें। गाइड स्लॉट में राउटर के बिट से जुड़ी बार डालें। यूनिट शुरू करें और पूरी लंबाई के साथ वर्कपीस प्रोफाइल करें।
यदि आप गहरी नाली चुनना चाहते हैं, तो प्रोसेसिंग कई पासों में होती है, ताकि टूलींग वर्कपीस में धीरे-धीरे डूब जाए।



/rating_on.png)
/rating_off.png)











